by Al Ng, Director, Engineering, Thomson Industries, Inc.
Rolling element linear-motion bearings guide, support, locate, and accurately move machinery components and products. Rolling element linear bearings and guides ensure low friction, smooth, accurate motion for nearly any moment or normal loading condition. Understanding the tradeoffs of each bearing type is important to accurately size and select not only the right bearing, but also the right integrated controls and components for the application. The right choice ensures machine accuracy, repeatability, and life.
You have a range of bearing and guide alternatives for accurate linear motion. For example, bronze bushings have high load capacity and low accuracy while profile rail linear guides have high load capacity and medium accuracy. Linear rolling element bearings are used in most critical industrial applications. They generate much less friction than sliding bearings so they can use a smaller motor and drive system and can run at considerably higher speeds. Linear rolling bearings also eliminate the stick-slip effect that often causes chatter. They offer a predictable life and do not lose tolerance over their lives.
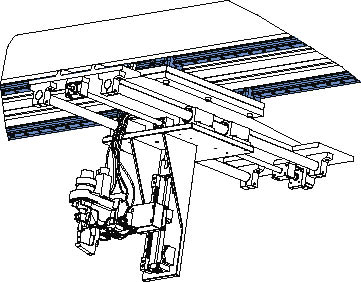
Round rail bearing system
The two major types of linear guides are round rail bushing bearings and profile rail bearings. Round rail ball bushing bearing systems accommodate torsional misalignment caused by inaccuracies in carriage or base machining or machine deflection with little increase in stress to the bearing components. The self-aligning-in-all-directions design is forgiving of poor parallelism and variations in rail height. These bearings allow for smooth travel when mounted to wider-tolerance prepared surfaces.
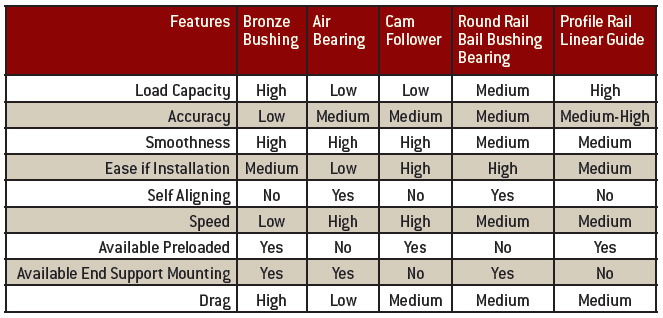
This chart shows the comparative strengths of different types of bearings.
In end-supported applications, you establish the axis of motion of round rail guides by fixing the two ends of the shaft. It doesn’t matter what the surface of the machine is like between these two points or whether there is one at all. So round linear bearings can span gaps up to 24 times the shaft diameter, making them useful in a range of applications such as pick-and-place modules and gantry systems. The accuracy of the guide depends only on the accuracy of the end-support mounting.
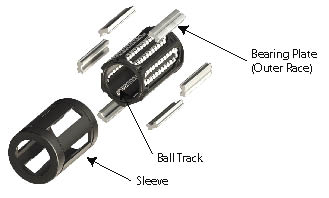

Examples of round rail ball bushing bearing components.
Traditional precision steel round rail bearings provide point contact on the inner and outer race so they are very low friction, and they offer a relatively lower load capacity. A more sophisticated design of round rail ball bushings offers a ball conforming groove on the outer race and maintains point contact on the inner race. This design offers a 3X increase in load capacity. A more advanced design uses universal self-aligning dual tracks for a 6X increase in load capacity. The load capacity increase is achieved by maximizing the load reaction between the inner and outer races. This breakthrough rivals that of linear guides while still retaining the advantages of the round rail design that enable the linear bearing to avoid many of the derating factors that can diminish the load/life performance of square rail products.
Profile rail bearing systems
Profile or square rail systems offer higher accuracy, higher rigidity, higher load-life capacity, and are very compact. Their key advantage comes from ball conforming grooves on both inner and outer races that increase load capacity relative to standard round rail guides. The ball track groove is only slightly larger in radii than that of the balls themselves. The geometry cradles the balls as they infinitesimally flatten under load, slightly expanding the contact area between the balls and the races. As a result, profile-rail bearings are roughly 10 times stiffer than a traditional round rail assembly with ball and shaft surfaces that are convex. Profile rail guides can deliver a positioning accuracy from 0.0002 in. to 0.001 in. over 10 ft. Square rails can be preloaded from 3% to 13% of rated dynamic load to further reduce deflection.
The mounting surfaces must be precise, so profile rails are more difficult to install. They are especially sensitive to flatness errors that can cause binding. Surfaces must be carefully prepared or the parts may need to be shimmed and adjusted during installation. One common rail alignment method is to mount one rail on a qualified surface against one qualified reference edge, and float the second rail into place while moving the carriages. Three other alignment methods, in order of increasing complexity and accuracy, are to establish relative position of the rails by using gauges blocks, both reference edges, or a positioning laser.

Profile rail with bearing race spalling.
An even higher rigidity or load-life capacity option is a linear Profile Rail roller guide bearing wherein cylindrical rollers run between flat races. Interestingly, there is also a Round Rail bearing using concavex rollers running on a cylindrical inner race that offer up to 20 times the load capacity of conventional linear ball bearings. Round Rail linear roller bearings handle up to 35 tons per bearing and speeds up to 100 fps. Their optimal contact ellipse maximizes the load capacity of an anti-friction linear bearing. Round Rail bearings can carry loads up to 70,000 lb per bearing at a 10 million inch rated travel life.
Selection options
The sizing and selection process is similar but not exactly the same for round and profile rail bearings. Loads acting on linear bearings and guides can be vertical loads, horizontal loads or pitch roll or yaw moment loads, or any combination thereof. Loads may also vary in their magnitude and direction. A resultant load vector at each bearing must be established from the combination of the various load vectors to which the linear bearing system is subjected, as life expectancy cannot be estimated based on just the system load vectors. The load under which each linear bearing is subjected is called the dynamic equivalent load for that given bearing. The system is then sized based on the most heavily loaded bearing. For more information on computation methods for a dynamic equivalent load, refer to the linear bearing and guide suppliers’ catalogues.

Roller rail bearings can handle higher loads compared to ball profile rail bearings because of the greater contact surface. Machine builders can downsize from a typical ball profile rail assembly to a smaller roller assembly without compromising load capacity.
For a round rail bearing, the dynamic load rating is based on a load at top dead center. However, the actual bearing load capacity depends on the direction at which the load is applied. So a delimiter or direction factor must be applied to the rated load based on the actual polar direction at which the load is applied. Refer to the proper Polar chart for the product to determine the correct Kθ, direction factor. You can perform a load-life calculation using the following formula:

Lm = travel life in inches or km
W = dynamic loading rating in lb or N
P = applied equivalent load in lb or N
Kθ = load direction factor
KS = shaft hardness factor
LU = 100 km or 2 X 106 in.
For Profile rail bearings and guides the equivalent loads to which the bearings are subjected are determined by the same method used for round rail bearings and guides. Load direction calculations, however, are not required because these bearings and guides have the same load capacity in all directions. The following formula is used for load/life calculations:

Where: Lm = travel life (kw)
W = dynamic load rating (lb or N)
P = applied equivalent load (lb or N)
N = 3 for all guides, 10/3 for roller guides
Two-rail systems are generally advised for most applications because they achieve more favorable load distributions between the bearings, and self-alignment is possible with most Round Rail bearings. One-rail systems can be used in certain applications where envelope restrictions are tight. In these cases, profile rails are recommended to address pitch, yaw and roll moment load requirements. The use of three or more rails, or bearings per rail, is typically discouraged because of potential over-constraint, and equal load sharing between the bearings is difficult to achieve. In addition, the use of three or more rails, or bearings per rail may shorten system life if they are not perfectly matched and aligned.
Linear bearing accuracy
Linear bearing accuracy is defined as the variation in height over the length of the travel. The best achievable accuracies for 120 in. rail length are +/- 0.0008 in. for round rail bearings and +/- 0.0001 in. for profile rails. In applications where running accuracy is critical, profile rail bearings typically can offer better accuracy than round rail bearings and metric round rail bearings offer better accuracy than inch round rail bearings. Super or ultra accuracy class profile rail bearings offer improved accuracy compared to standard profile rail bearings. Accuracy can also be improved by machining the mounting surface to a higher flatness tolerance and through the addition of a reference edge.

The dynamic load rating for a round rail bearing is based on a load at top dead center. However, the actual bearing load capacity depends on the direction at which the load is applied. So a delimiter or direction factor must be applied to the rated load based on the actual polar direction at which the load is applied. Refer to the proper Polar chart for the product to determine the correct Kθ, direction factor. Find the angle at which the load is applied relative to the bearing, and move in radially along that line until it intersects the curve. Move around circumferentially to the polar correction values located on the vertical axis. Multiply the dynamic load capacity listed in the product specification table by the proper polar correction factor to adjust the load rating for load direction.
Bearing preload is used in both round and profile rail bearings to minimize deflection by removing any internal clearance in the bearing. This preload develops by generating an interference fit between the outer race, rolling elements, and inner race of the bearing. The heavier the preload in the bearing, the smaller the initial carriage-to-rail deflection. You can achieve preload in a round rail bearing by adjusting or using an undersized housing bore or an oversized 60case shaft. Be careful not to over-preload the bearing as this could negatively affect the function of the bearing. Preload in a profile rail is set in the factory by using oversized rolling elements.
Troubleshooting
Shaft failure is common in short stroke applications where the stroke is less than 1.5 times the bearing length. Replacement of both the bearing and shafting may be required if metal fragments appear. Check the shaft for signs of wear such as spalling. Shaft grooving may sometimes be acceptable during the initial run-in if it is what is known as shakedown phenomena, and scratches are typically only cosmetic. Also, soft metal bearing housings, such as aluminum, can easily become indented at the bearing plate contacts. Indenting can interfere with bearing plate loading and self-aligning features so it may require the replacement of the housing.
Insufficient system repeatability problems are frequently caused by poor installation and set-up, excessive carriage deflection, or lack of stiffness. Stiffness can be improved by switching from round rail to profile rail or by switching from ball profile rail bearings to roller profile roller bearings. Repeatability can also be improved by reducing clearance in the bearing rail fitup. When profile rails are used, increasing preload will reduce deformation. When round rails are used, an oversize shaft and/or undersized housing bore can be specified to reduce clearance or provide a preload.
Increasing bearing size will also reduce deflection or deformation and improve repeatability. Increasing the stiffness of the mounting surface can also improve repeatability.
You can reduce the push force required to move a linear motion system by lowering the bearing’s frictional forces. To reduce push force, replace plain contact bearings with recirculating element bearings. To reduce excessive seal or wiper drag on profile rail bearings, replace a double lip seal with a single lip seal. For clean applications only, it may be possible to remove the seal/wiper entirely. Wear in the bearing or rail may also increase drag, which can be corrected by replacing the worn parts.
Bearing race spalling can result in rough running, reduced accuracy and heat generation. One common cause of spalling is rolling contact fatigue of the bearing race or rolling elements. This can be addressed by replacing the bearing and rail. If insufficient life is achieved even with a new bearing and properly aligned rail, increase the bearing size. Another common cause of race spalling is insufficient lubrication or contaminant impingement. Lubricate the bearing before installation and establish a lubrication interval to help flush out the bearing.
When bearings or rolling elements crack in half and jam the bearing rolling element tracks, the cause may be shock loading or excessive static loads. Replace ball profile rails with roller rails for a 30% to 50% increase in load capacity. Replace standard length carriages with long carriages for a 20% to 60% increase in load capacity. If round rails are used, replace super type or conventional type bearings with bearings with dual tracks or ball conforming grooves on the outer races because they provide higher load capacity and travel life. Another possible cause may be excessive preloading due to two or more misaligned rails. Be sure to align the rails per the catalogue specifications for the product.
When a bearing system seizes up during activation, check to see if the rails and carriages are out of parallel. If so, re-align the rails and carriages per the catalog specifications. Also check the accuracy of the mounting surfaces or housing bore. If round rail bearings are used, replace with self-aligning bearings or with dual track self-aligning bearings. Machine the mounting surface and the housing to tighter tolerances may help. Another possible cause of a bearing system seizing may be incorrect bearing-shaft fitup. Check the shaft tolerance class and if necessary increase the bearing housing bore diameter to provide proper fit-up.
Discuss this on the Engineering Exchange:

Thomson Industries, Inc.
thomsonlinear.com


Tell Us What You Think!