While many manufacturing sectors rely on automation, aerospace has been slow to adopt robotics because of low production volumes and the delicate nature of making specialized parts. One aerospace part assembler recently worked with integrator SYSTEMATIX Inc. to design a work cell for installing nutplates, which hold the skin of an aircraft to its frame.
To manage the more than 200 variations of the part, the aerospace manufacturer and integrator used high-performance robots from Kawasaki Robotics (USA) Inc. and 3D vision products.
Challenges
Nutplates must meet strict quality requirements. For instance, the height of the rivets must be exactly the same, so human operators had to shave them down because of inconsistent rivet heights. Human error was costing the company time and generated more waste because of added process requirements.
All employees had to undergo intensive training and certification for each part they produced. They also had to document their work in real time.
In addition, the monotonous process of nutplate installation led to serious staff-retention problems for the manufacturer.
Because the aerospace manufacturer was not familiar with industrial automation, it teamed up with Waterloo, Ontario-based SYSTEMATIX. The integrator helped design an adaptable, long-term solution that could meet cycle-time requirements while identifying irregular part types in numerous configurations.
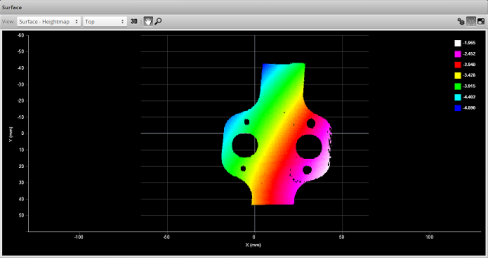
SYSTEMATIX’s vision expert used a complex, curved part to develop and test the robot sequences for locating multiple installation points. The expert then added drilling and riveting tools.
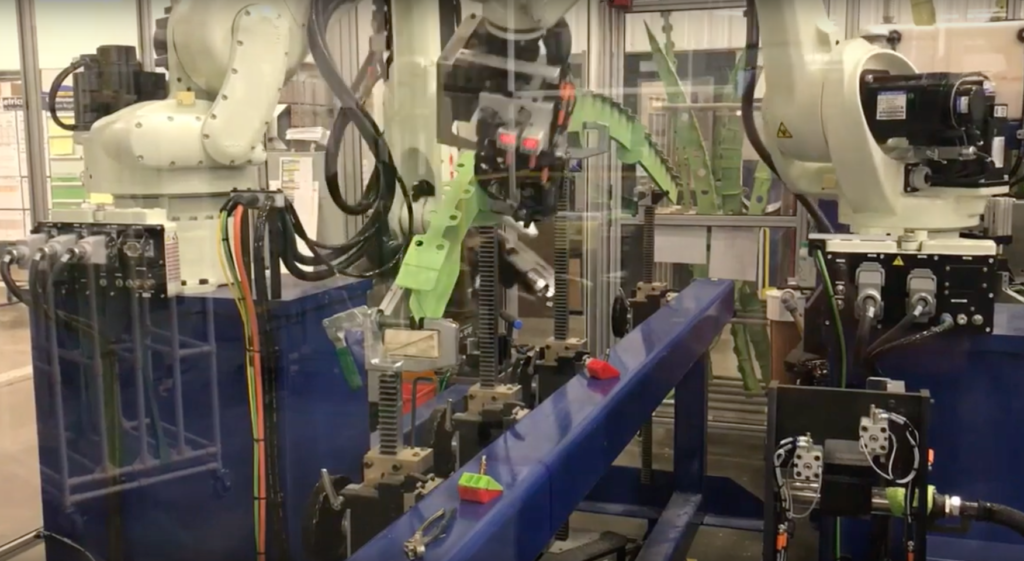
The aerospace manufacturer uses 3D vision with high-precision robotics. Source: SYSTEMATIX
Solution
SYSTEMATIX brought in three different Kawasaki R-series robots, as well as Matrox imaging software and LMI locators to identify 224 aerospace part types. The supplier said it chose Kawasaki robots because of its open architecture and ability to handle more advanced processes.
“I’ve touched almost every robotic arm out there,” said project leader P.J. “One reason I like Kawasaki is the ease of working with the programs, especially the AS Language. It’s one of the driving forces why we use Kawasaki.”
The first robot, a Kawasaki RS080N, determines the part position by scanning three distinctive features using 3D machine vision. After the part is aligned, the robot’s drill head end-of-arm tool (EOAT) grips the tool and drills and countersinks two rivet holes for nutplate installation.
The RS080N then releases the feature and rotates the arm to retrieve the correct rivets out of four possible lengths, and at one of two specific pitches, from the rivet slide tooling.
While the RS080N retrieves the rivets, the RS010L robot picks up a nutplate and uses vision cameras to verify that it is the right nutplate out of 28 possible types. From here, the robot places the rivet on the nutplate-locating tool.
The RS080N and RS010L must connect repeatedly without colliding, so they must be highly reliable. Kawasaki’s R-series general-purpose robots fit this criteria, with repeatability ranging from ±0.02mm to ±0.06mm (0.0007 to 0.002 in.), as payload increases from 3 kg to 80 kg (6.6 to 176.3 lb.).
Source: Kawasaki
“The arms are very robust; they don’t wander,” P.J. said. “The arms have to go to some very exact positioning, and we’ve not had a single issue with that. They’re very precise.”
Cameras perform a vision check before placing the nutplate on the tooling to ensure it is clear to receive a new nutplate. The robot then places the nutplate on a turntable so the RS005N robot can apply Alodine, a chemical sealant to prevent aluminum corrosion.
The RS005N robot conducts two vision checks at this point: one before the sealant application, and another one after application to ensure the sealant was properly applied.
From here, the turntable rotates so the RS010L can pick up the complete tooling package, which includes the nutplate and nutplate-locating tool. The RS010L robot scans three part features to ensure proper plane alignment for installation. It then grips the part at the defined feature.
While the RS010L robot holds the part, the RS080N robot enters the area and the two heads marry — the RS080N robot’s rivet vacuum head places rivets inside the head of the RS010L robot, which installs the rivets into the part. Once the rivets have been installed, the robot heads separate.
The RS010L then safely releases the part and rotates to drop off the dirty tooling, and the RS080N rotates the EOAT to the correct position for rivet crimping, which completes the 39-second process.
When developing this system, SYSTEMATIX used Kawasaki’s hardware and software safety option, Cubic-S, to ensure the robot heads didn’t collide while installing the rivets. The integrator created zones for the robots to avoid, which prevented crashes with fencing or other equipment.

The RS010L and RS080N robots work together to install rivets. Source: Kawasaki
Results meet aerospace tolerances
The high-speed capabilities of these robots also helped the aerospace supplier increase throughput. The lightweight arm, along with high-output, high-revolution motors provide industry-leading acceleration and high-speed operation, said Kawasaki. The acceleration rate automatically adjusts to suit the payload and robot posture to reduce cycle times to 26 seconds, according to the Wixom, Mich.-based company.
When the rivets were shaved by hand, human operators had to apply the Alodine. Now, the aerospace supplier no longer has to take the time to apply the material, and the amount of sealant it must purchase is reduced.
The aerospace supplier has also reduced the number of operators from three to one. The robotic work cell creates fully completed parts, so no work-in-progress stations are needed. The manufacturer met its goals for reduced costs and increased production.
When asked where the aerospace manufacturer has seen the biggest improvement, P.J. cited part consistency without hesitation. After being in production for just over one year, the cell has achieved 97% consistency – a statistic that greatly affects the company’s bottom line.
“Now we’re increasing our production time [with the robot cell]. It’s operating 24 hours a day now, and we’re relying on it to get the production numbers we need,” said P.J. “The reality is we’re relying on the robotic cell — it’s the main part of the process now.”
![]()
The Robot Report has launched the Healthcare Robotics Engineering Forum, which will be on Dec. 9-10 in Santa Clara, Calif. The conference and expo focuses on improving the design, development and manufacture of next-generation healthcare robots. Learn more about the Healthcare Robotics Engineering Forum.




Tell Us What You Think!